

درزگیرها مواد انعطافپذیری هستند که با حرکت میان قطعات بتنی مجاور یا حرکت میان بتن و دیگر مصالح ساختمانی، درزها را میبندند. مواد درزبندی به شکل درزگیرهایی که در کارگاه قالبریزی میشوند یا درزگیرهایی که از پیش قالبریزی شدهاند، موجود هستند. در این مقاله از بلاگ رامکا بر آن هستیم انواع درزگیر بتن با قالبریزی کارگاهی و درزگیرهای از پیش قالبریزی شده را تبیین کنیم. پس تا انتها همراه ما باشید.
انواع درزگیر بتن با قالبریزی کارگاهی
درزگیرهایی که در این دسته قرار میگیرند، الاستومرهای سفتشونده در برابر حرارت، مواد قابل ارتجاع در برابر حرارت یا ماستیکها هستند. این درزگیرها با توجه به شیار درز ریخته شده یا بریده شده درون بتن مشخص میشوند. تمام درزگیرها جامدند و حجم آنها با اعمال یا آزاد شدن فشار تغییر نمیکند و در جابهجایی درز، فقط شکل درزگیرها تغییر میکند.
بنابراین، ضریب شکل (نسبت عمق به عرض) درزگیرها تعیینکننده است و عملکرد هر درزگیر، قالبریزی کارگاهی را تحتتاثیر قرار میدهد. وقتی شیار درز فشرده میشود، درزگیر باید به سمت بالا و پایین شکم دهد و زمانی که شیار درز باز میشود، درزگیر در میانه باریک میگردد؛ زیرا درزگیرها خودشان نمیتوانند منبسط یا فشرده شوند.
کرنش خارجیترین تار درزگیر SMAX که با این جابهجایی ایجاد میشود، تعیین میکند که آیا درزگیر به خوبی کار میکند یا نه. اهمیت SMAX مربوط به خارجیترین تار درزگیر است و بیشترین کرنش را دارد. لذا شکست درزگیر در کشش یا فشار در این خارجیترین تار اتفاق میافتد. بنابراین، با دانستن کرنش مجاز خارجیترین تار یک یک درزگیر معین، میتوان درز را با هر نسبت عمق به عرضی طراحی کرد.
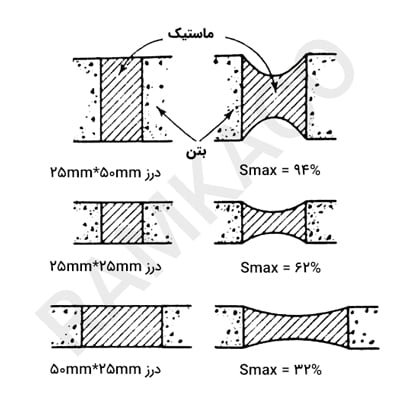
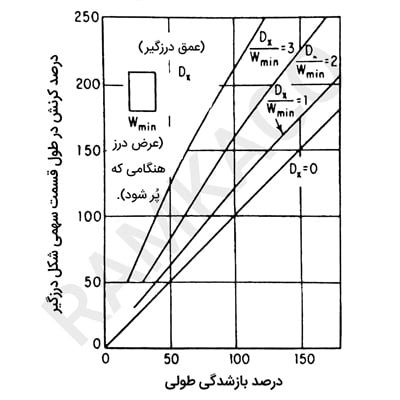
هر چه شکل سطح مقطع درزگیر پهنتر باشد، کشیدگی یا فشردگی قابل تحمل درز بیشتر خواهد بود. به بیان دیگر با یک کشیدگی یکسان، درز پهن نسبت به درز باریک و عمیق، کرنش کمتری در مواد درزبند ایجاد میکند. شکل زیر اثر ضریب شکل (نسبت عمق به عرض) بر کرنش خارجیترین تار درزگیر را نشان میدهد. این رابطه صرفنظر از نوع درزگیر در نظر گرفته شده، برقرار است.
کرنش خارجیترین تار درزگیر با جابهجایی و ضریب شکل معین میتواند با محاسبه یا از روی شکل زیر تعیین شود؛ برای مثال یک درز با عمق ۲۵ میلیمتر و عرض ۱۲٫۵ میلیمتر، دارای (DX/Wmax=25/12.5=2)، ۱۰۰% بازشدگی طولی و S=160% است.
برای جلوگیری از چسبیدن درزگیر به ته شیار درز، باید پیوستگیزدا به کار رود تا به درزگیر امکان جابهجایی دهد. این پیوستگیزدا میتواند کاغذ با الیاف سیلیکونی، نوار پلیاتیلن یا نوارهای صاف روزنامه باشد.
برای حصول ضریب شکل مناسب، اغلب لازم است ته شیار درز را با ماده پشتبند قابل فشردن و غیرجاذب پُر کنید. موادی که برای پشتبندی درزگیرها با قالبریزی کارگاهی مناسبند، نئوپرنها یا پلیاورتانهای با حفرات مسدود یا اسفناج پلی استیرنی هستند. ثابت شده استفاده از مصالح متشکل از الیاف چوب یا دیگر مواد آلی که در مجاورت آب میپوسند یا اشباع میشوند، رضایتبخش نیست.
انتخاب درزگیر خاص، به جابهجایی درز ، صدمات فیزیکی موجود در زمان بهرهبرداری و شرایط فیزیکی زمان نصب (محلولهای مخرب، دما، فشار آب و…) بستگی دارد. خواص و کاربردهای انواع گوناگون درزگیرهای با قالبریزی کارگاهی در جدول زیر بیان شده است.
| ماده اصلی | موارد کاربرد | مشخصات عمومی |
| الاستومرهای سفتشونده در برابر حرارت | خود تسطیح شونده و بدون شکمدادگی | عملآوری شیمیایی، بدون جمعشدگی زمان عملآوری یا با جمعشدگی اندک |
| اپوکسی | درزبندی | مدول نسبتاً بالاتر از دیگر درزگیرها، ازدیاد طول محدود |
| پلی سولفاید | درزبندی، شیشهکاری، درزهای انبساط و اجرایی | مقاومت خوب در مقابل هوازدگی و گاز ازون، ازدیاد طول زیاد، مدول پایین، مقاومت در برابر حلالها، مواد سوختی و دیگر مواد شیمیایی |
| پلی اورتان | درزبندی عمومی، شیشهکاری | مقاومت خوب در مقابل هوازدگی، مقاومت مناسب در برابر مواد سوختی و شیمیایی، مدول بالا، ازدیاد طول محدود |
| سیلیکونها | درزبندی، شیشهکاری | مقاومت خوب در مقابل هوازدگی، ازدیاد طول محدود، قابلیت حفظ خواص در دامنه وسیع درجه حرارت |
| قطران زغالسنگ پلی سولفیدی | درزهای بزرگراهها، فرودگاهها و پلها | مدول پایین، مقاومت مناسب در برابر مواد سوختی، ازدیاد طول زیاد |
| درزگیرهای سفتشوند در برابر حرارت | اجرا به کمک حلال | جمعشدگی زمان عملآوری |
| نئوپرن | درزبندی عمومی، شیشهکاری | مقاومت خوب در مقابل هوازدگی، ازدیاد طول متوسط، سطح مقطع کوچک |
| پلیاتیلن هیپالن کلرو سولفونیت شده | درزبندی عمومی، شیشهکاری | مقاومت خوب در مقابل هوازدگی، بدون اثرگذاری و با جمعشدگی در درزهایی با سطح مقطع کم، ازدیاد طول متوسط |
| لاستیک بوتیل | درزبندی عمومی، شیشهکاری | مقاومت خوب در مقابل هوازدگی، ازدیاد طول محدود، قابل استفاده در تمام رنگها |
| درزگیرهای قابل ارتجاع در برابر حرارت | ذوب کردن به کمک حرارت | |
| سرب | درزهای محل عبور، ترافیک سنگین | درزهایی که هیچ حرکتی ندارند، مقاومت خوب در مقابل ضربه، بدون قابلیت ازدیاد طول |
| قیر رزینی | درزهای روسازیهای بتنی | مناسب برای مصرف در محیطهای عاری از مواد سوختی، ازدیاد طول محدود |
| قطران زغالسنگ رزینی | درزهای روسازیهای بتنی | مناسب برای مصرف در محیطهای عاری از مواد سوختی، ازدیاد طول محدود |
| درزگیرهای قابل ارتجاع در برابر حرارت | اجرا به کمک حلال | جمعشدگی زمان عملآوری |
| آکریلیک | درزبندی عمومی، شیشهکاری | ازدیاد طول محدود |
| وینیل | درزبندی عمومی، شیشهکاری | ازدیاد طول محدود |
| قیر رزینی | درزهای پوشش کانالها | ازدیاد طول محدود |
| امولسیون قیر رزینی | ترکهای باریک | ازدیاد طول محدود |
| ماستیکها | مالهکشی فلزی یا ماشینی | |
| اولئورزین | درزبندی عمومی، شیشهکاری | ازدیاد طول بسیار محدود، عمر بهرهبرداری کوتاه |
| پلی بوتین | درزبندی درزهای لب به لب و پوششی | مقاومت خوب در مقابل هوازدگی، چسبندگی خوب، فقط برای درزهای فشاری و مواردی که ماده پوشیده شده است، ازدیاد طول محدود |
| آسفالت | درزهای اجرایی، مخازن، کانالها | ازدیاد طول محدود |
ماستیکها
این مواد تنها برای استفاده در درزهایی که با کرنش کم مواجهند یا جابهجایی ندارند، پیشنهاد میشود. گروهی از درزگیرها که به عنوان ماستیک طبقهبندی میشوند، متشکل از مایعات چسبناکی هستند که با افزودن الیاف و پُرکنندهها تثبیت شدهاند.
مادهای که ماستیکها در آن مخلوط میشوند، میتواند روغن غیرقابل خشک شدن، پلی بوتین، آسفالت با نقطه ذوب پایین یا هر ترکیبی از این مواد باشد. پُرکننده مورد استفاده میتواند الیاف آزبستی، تالک به شکل الیاف یا ذرات ریز سیلیکونی یا آهکی باشد.
مواد قابل ارتجاع در برابر حرارت
با توجه به فرمولبندی، حداکثر کرنش در خارجیترین تار این مواد، ۵ تا ۱۰% است. این درزگیرها از موادی چون قیرها، قیرهای رزینی، زفت و قطران زغال سنگ تشکیل شدهاند. آنها در حرارت نرم میشوند و هنگامی که سرد شوند، سخت میگردند. این مواد برای مقاصد طراحی به صورت الاستومرهایی با قابلیت کشیدگی محدود در نظر گرفته شدهاند.
الاستومرهای سفتشونده در برابر حرارت
بسته به فرمولبندی، بیشترین کرنش خارجیترین تار این مواد ۱۰ تا ۲۵% است. این درزگیرها میتوانند سیستمهای مایع دو جزئی باشند که پس از اجرا واکنش میدهند تا الاستومرها را تشکیل دهند یا پلاستیکهای سفتشونده در برابر حرارت محلول در حلال هستند که پس از تبخیر حلال میگیرند یا به عمل میآیند. این مواد در عمل تا دمای ۱۱۰ درجه سانتیگراد به خوبی نرم نمیشوند.


آب بند کننده سطح
ملات آب بند پلیمری سیلکس SEALEX
آببند کننده پلیمری دو جزئی، مناسب برای آببندی استخر
برای بکارگیری درزگیر، سطوح شیار درز باید تمیز، خشک و عاری از روغن یا گرد و غبار باشد تا درزگیر به خوبی به آن بچسبد. به بیان کلی، حتی ممکن است درزهای ریخته شده در بتن تازه نیز کثیف باشند. وجود روغن قالب، ملات ضعیف و گرد و خاک محتمل است.
درزهای بریده شده به گرد و خاک آغشته هستند و باید با فشار هوای بدون روغن پاک شوند. درزهای ریخته شده را میتوان با سایش مکانیکی به بهترین نحو تمیز کرد. این عمل را میتوان با ماسهپاشی، برس سیمی دستی یا برقی یا پرداخت برقی انجام داد. در صورتی که هر گونه خرابی یا کرموشدگی اطراف شیار درز باشد، باید پیش از استفاده از درزگیر، لکهگیری شود.
انواع درزگیر بتن از پیش قالبریزی شده
این درزگیرها یا داخل بتن مدفون میشوند که اصطلاحاً به نوارهای آببند معروفند یا با فشردن شکل بیرون زده به درون درز اجرا میشوند که در این صوررت، واشرهای فشاری نامیده میشوند.
بیشتر بخوانید: آب بند بتن
درزگیری بتن با نوارهای آببند
نوارهای آببند، صفحات فلزی Z یا N شکل، لاستیک یا پلاستیک فشرده مصنوعی یا طبیعی هستند که با استفاده از قالبهای جداکننده در بتن خمیری اجرا میشوند. نوارهای آببند فلزی از فولاد، فولاد ضدزنگ، مس یا سرب تولید شدهاند. گرانترین نوارهای آببند، مسی هستند که مقاومت بالایی در مقابل خوردگی دارند، اما در اجرا به راحتی خراب میشوند. نوارهای آببند سربی در گذشته مصارف زیادی داشتند، اما امروز به ندرت به کار میروند.
فولاد سختترین نوار آببند فلزی است و در صورتی که با کربن معمولی به کار رود، در معرض خوردگی قرار میگیرد. وصله کردن نوارهای آببند فولادی با جوشکاری انجام میشود. نوارهای آببند مسی با جوش برنج یا لحیمکاری وصله میشوند.
نوارهای آببند انعطافپذیر، از لاستیک طبیعی یا مصنوعی، پلی وینیل کلراید یا دیگر پلاستیکها ساخته شدهاند و هنگام قالبگیری آنها، یک حباب در قسمت مرکزیشان اجرا میشود تا جابهجایی، کمترین کرنش ممکن را در درزگیر بتن به وجود آورد.

به طور کلی اشکال پیچیدهای موجود هستند که گیرایی بهتر مکانیکی به بتن را فراهم میکنند. گرچه نوارهای آببند لاستیکی مصنوعی و طبیعی موجودند، اما پُرکاربردترین نوارهای آببند انعطافپذیر از پلی وینیل کلراید ساخته میشوند. وصله کردن نوارهای آببند لاستیکی با استفاده از سیمانهای خصوصی صورت میگیرد. نوارهای آببند پلیوینیل کلراید را میتوان با حرارتدهی دو انتها و فشردن آنها هنگامی که در حالت مذاب هستند، وصله کرد.
انواع بسیاری از پلی وینیل کلراید موجودند و به طور کلی باید نوعی انتخاب شود که در کمترین دمای بهرهبرداری مورد انتظار انعطافپذیر باشد. شکل زیر بعضی اشکال نوارهای آببند انعطافپذیر موجود را نشان میدهد.
نوارهای آببند فلزی یا انعطافپذیر، با استفاده از قالبهای جداکننده اجرا میشوند. آنچه اهمیت دارد اینکه هنگام بتنریزی باید دقت شود تا نوارهای آببند خم یا جابهجا نشوند. تراکم و لرزاندن بتن اطراف نوار آببند باید به طور کامل انجام شود تا هیچگونه حفره یا کرموشدگی زیر نوار آببند به وجود نیاید، چرا که نوار آببند پس از سخت شدن بتن قابل دسترس نیست و موفقیت در اجرا، به محل نوار آببند و تراکم کامل بتن بستگی دارد.
درزگیری بتن با واشرهای فشاری
واشرهای فشاری قطعات پیش قالبریزی شده از اسفنج نئوپرن، قطعات فشرده شده نئوپرن خلل و فرجدار با اسفنج پلی اورتان و با قیر رزینی هستند. آنها با فشردن واشرها به داخل شیار درز اجرا میشوند. درز باید به نحوی طراحی شود که واشر همیشه حتی در بیشترین بازشدگی مورد انتظار تحت فشار باشد. درزبندی، تنها در صورتی که واشر تحت فشار باشد، صورت میپذیرد.
واشرهای فشاری در جایی که فشار آب کم مورد انتظار است یا وجود ندارد، مثل درز دالها در بالای سطح زمین مفید هستند. نئوپرن مناسبترین الاستومر برای واشرهای تحت فشار است، زیرا بیشترین مقاومت در برابر فشار را دارد. به طور معمول برای نگهداری واشرهای فشاری در محل، از چسبها استفاده میشود. کاربرد چسبها همیشه هنگام کاربرد واشرهای فشاری مطلوب است.


همانطور که گفته شد مواد درزبندی برای درزگیرهای متداول که در محل ریخته شده یا مالهکشی میشوند یا درزگیرهای از پیش قالبریزی شده مانند آببندها و واشرهای پلاستیکی موجودند.
در این مقاله تلاش شد علاوه بر مفهوم درزبندی، انواع درزگیر بتن از پیش قالبریزی شده و با قالبریزی کارگاهی تبیین شود. امیدواریم با مطالعه این مقاله توانسته باشید به اطلاعات کافی و کارامدی در این زمینه دست یابید. خواهشمندیم با بیان نظرات کاربردی خود، ما را در ارتقای کیفیت مقالات یاری رسانید.
ابر روان کننده بتن
ابر روان کننده بتن تایتان TITAN
حفظ اسلامپ طولانی، ویژه بچینگ و بتنریزی در هوای گرمابر روان کننده بتن
ابر روان کننده بتن فیوژن پلاس +FUSION
افزاینده مقاومت بتن و کاهنده آب قوی در مدت کمابر روان کننده بتن
ابر روان کننده بتن نئون پلاس +NEON
افزایش اسلامپ بتن با نسبت آب به سیمان پایین در کوتاهمدتابر روان کننده بتن
ابر روان کننده بتن فیوژن FUSION
کاهنده سریع و قوی آبدیرگیر بتن
دیرگیر بتن دلکو DELCO
بالا بردن زمان گیرش بتن در تابستانضد یخ بتن
ضد یخ ملات مایع اپکس APEX
تسریعکننده گیرش ملات، حاوی کلرضد یخ بتن
ضد یخ بتن مایع نیترو NITRO
تسریعکننده گیرش بتن، فاقد کلرروان کننده بتن
روان کننده بتن ایندکس INDEX
افزایش اسلامپ بتن در پای کار، ویژه پمپاژ طولانیروان کننده بتن
روان کننده بتن کربن CARBON
افزایش اسلامپ و مقاومت بتن در تابستانفوق روان کننده بتن
فوق روان کننده بتن اوپال OPAL
افزایش میزان روانی بتن در لولههای طولانی پمپفوق روان کننده بتن
فوق روان کننده بتن توتال TOTAL
افزایش اسلامپ و مقاومت بتن در تابستانابر روان کننده بتن
ابر روان کننده بتن کریپتون KRYPTON
ویژه تولید بتن با حفظ اسلامپ در زمستان